|
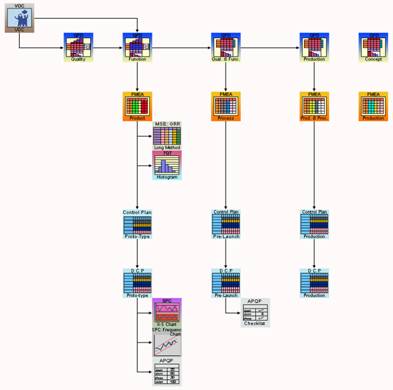
Imagine high priorities from QFD being imported into Failure Mode Effects Analysis
(FMEA). When the FMEA is deliberated, other activities may arise that require the
FMEA team to study perhaps, a Histogram of a process distribution, or even a Measurement
System Capability. These are so easily handled by iCT-M while retaining the graphic
inter-relationship. In any case, High Risk Priority Numbers (RPN) are generated
and these need to be controlled.
Imagine high RPN activities being imported into a Control Plan (CP) or a Dynamic
Control Plan (DCP), whichever the user prefers. Control Plans or Dynamic Control
Plans may subsequently require the use of Statistical Process Control, a Frequency
Chart or any number of the productivity and quality improvement tools and techniques.
Imagine further, all of these without having to hunt for the engineer! Without worrying
where the data is stored. If you may print them. If they have been completed, etc.
Imagine the number of problems a manager faces in just getting the reports...
With iCT-M, data collection is arranged in a way that is visually appealing and
technically most intuitive. The least number of questions or data prompts are asked
in the most logical manner. iCT-M uses what may be considered the most practical
representation of the data, analyses and report. While this may be subjective, the
standardization and most common form of use may itself be regarded as "normal"
(yes, 99.97 % within 3 sigma).
Creating advanced projects allows iCT-M has another major breakthrough.
Consider a senior manager who walked into the factor floor. What? Just consider.
Suppose the manager ask the operator
Manager: "Why do you measure the curing Temperature of the oven?"
Operator: "Because the Dynamic Control Plan requires that I control the temperature".
Manager: "Why does the Dynamic Control Plan need that?"
Operator: "Because the oven capability was identified as having a high risk
priority number in Failure Mode Effects Analysis".
Manager: "And why is that?"
Operator: "The Quality Function Deployment identified that a good heating element
was necessary".
Manager: "But why?"
Operator: "Because the Voice of Customer demanded it!!!
|