|
|
About iCT-M
iCT-M
The power of iCT-M
In conventional software, activities related to productivity and quality are usually
disjointed. For example, it is possible to conduct Quality Function Deployment (QFD)
with one software, Failure Mode Effects Analysis (FMEA) with another software, and
Design of Experiments (DOE) with yet another software. But the drawback with these
software is the lack of continuity form one application, like QFD, to another application,
like FMEA. In an industrial environment, this results in different departments or
engineers working with different tools without a tightly integrated purpose. Actually,
one can think of the days before Microsoft Office when Excel, Word and PowerPoint
were separate software. Data exchange between applications was difficult.
Enter iCT-M. iCT-M, a web-based software application that provides over 150 tools
and techniques related to productivity and quality management and control.
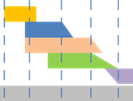
With iCT-M, direct lineation can be achieved to a much higher degree than is conventionally
possible. In the diagram below iCT-M traces the Voice of Customer through Quality
Function Deployment, Failure Mode Effects Analysis, Control Plan or Dynamic Control
Plan dynamically and in real-time. Any productivity and quality improvement conducted
can be directly displayed in the iCT-M checkerboard or storyboard shown below. Such
a graphic inter-relationship of activities allows full input – output relationships
to be highly manageable not available elsewhere.
|
Advantage One
|
 |
At the start of a project, the project team may anticipate that they would like
to conduct a VOC. Once a VOC is conducted, they want to take factors of high importance
into the "What" of QFD. Team deliberation follows and "Hows"
are determined. These are prioritized and high priority "Hows" are now
fed into an FMEA. Again, deliberation follows and High RPNs are noted. In its course,
FMEA requires a Machine Capability Study or the Measurement System Analysis of some
process. Continuing, High RPNs must be monitored through the Control Plan or Dynamic
Control Plan perhaps in the form of Statistical Process Control.
|
|
The important question is how can someone do all this and yet keep every activity
traceable?
With iCT-M this is the default working mode!! In the checkerboard mode, activity
such as VOC, QFD, FMEA, DCP, MSA, Histogram, Xbar-R Chart, etc. can all be arranged
in cells. Each applet appears as a square icon. Icons can be inserted, deleted,
copied or moved. Every icon is an activity type. When an icon is clicked, the application
behind that icon is invoked. This opens up a page by page, step by step activity
application that requires minimum knowledge (input) to get maximum effect (output)
from that functional activity. For example, anyone can conduct all Voice of Customer
activities or Quality Function Deployment activities by following through the pages
within that icon. Non statisticians will likely demand iCT-M because almost all
form of mathematical and statistical complexity has been reduced to the absolute
minimum.
When an applet (icon) is clicked, for example a Histogram, the user only needs to
key-in specification values and input data values. The histogram is plotted automatically
without the user having to to calculate cell intervals, number of cells, frequencies,
cumulative frequencies, etc., to plot the histogram. While this may simple enough
for a Histogram, consider Measurement System Analysis or Design of Experiments.
Suppose the average engineer within a company being able to do this with some basic
understanding of MSA!. This means that users can be trained on the basics of even
complex tools such as Design of Experiments and the user is ready to use the tool.
Icons can be arranged in such a way that shows its relative position. In the diagram
above, MSA and a Histogram are done as part of studies within the FMEA. Likewise,
the Xbar-R Chart, Frequency Chart and a Checklist are done under the DCP activity.
Every activity has its position clearly related to where and why it was needed in
the realm of industrial complexity.
|
Advantage Two
|
 |
Another major advantage is access to work already done. In the authors 20 years
of industrial experience, calling up an engineer and asking for the status of a
project is almost always insulting both ways.
Engineers are not to be blamed at all! With a myriad of tools and techniques, each
with its own peculiarities and formulas, can one logically expect technicians and
engineers in a perpetual state of mental acuity akin to an hour before undergraduate
examination?
|
|
With iCT-M, conducting an activity AND printing its report is synonymous. When the
former is completed, the latter is completed. This is because, iCT-M arranges all
activity page by page and, as each page is completed, the application is also ready
for reporting or printing.
PLUS, a manager with a higher authorization level to the engineer, can simply open
up the project, view the status or print the report. Indeed, the manager could him/herself
contribute to the project. Better still, if the project was done in Malaysia, and
the manager was making a customer presentation in Germany, a broadband access will
readily allow the manager to display the good hard work done at home.
|
Advantage Three
Talk about staff turnover. When employees go, so does the training afforded to these
employees. When an employee leaves behind an ongoing project, hand-over is the last
thing on their mind. A few pieces of paper, intelligible scribbling and a fragmented
(or even formatted) hard disk is certainly not very helpful. And if they don't leave,
they are often possessive or protective of the work they do. Everything is a secret
under the departmental compartmentalization scheme of US versus THEM.
So how can managers win?
With iCT-M, network teamwork is default. If a staff leaves, subsequent work can
be continued with minimal disruption. Indeed, with iCT-M, staff turnover would pose
much less inconvenience because the project is always centralized. New team member
can easily and quickly look at the project status and continue their contribution
almost immediately. Even employees who miss out on work may quickly catch up on
the correct status without relying on someone to update them. Project status
can be easily browsed regularly and not just a day before its due. The fact that
all activities are done on-line means that the project supervisor has full control
of all projects real-time without having to ask for the status. Project management
is available in a way never before. Engineers and managers can concentrate on data
collection and result interpretation rather than waste hours trying to understand
mathematical principles. For the manager, this means there would be no surprises
on project status or last-minute staple-it-together reports. With iCT-M, such uncommitted
work is intrinsically eliminated in the first place because the employees have a
whole lot of tools available to them, with which they can carry out their productivity
and quality improvements. That is, the very premise on which project work is not
done because it is difficult to do is eliminated.
Three cheers for iCT-M.
|
|