|
DOE Guidesheet 4:
DOE - Understanding Factorial Designs
|
|
|
Background
|
|
We suggest you read our guidesheet titled 'Design of Experiments; Improving Products and Processes' (either the basic or advanced version) before reading 'Understanding Factorial Designs' in order to understand the latter better. The latter is intended to give readers a basic understanding of what factorial designs are all about, including the types of factorial designs that are useful to manufacturing industries.
|
What are factorial Designs?
|
|
Most industrial and research experiments involve the investigation of many variables such as temperature, processing time, material type, humidity, etc. (henceforth referred to as 'factors') in order determine their effects on product quality and efficiency of manufacturing processes. For such experiments, the DOE technique known as factorial designs (also known as factorial experiments) are commonly used to design the experiments as well as to draw conclusions from the experimental results. Such designs enable us detect the effect of factors that interact, unlike the one-variable-at-a-time method.
|
|
In factorial designs,
|
- the number of levels for each of the factors is selected by the experimenter before the experiment is carried out.
- the number of possible combinations for the experiment is obtained by multiplying the levels of all of the factors together.
- whenever possible, the combination are then carried out in a random order. A random number table such as the one in the Appendix can be used for randomizing the order of the combinations.
|
|
When all of the combinations are carried out, the design is known as full factorial design (or simply factorial design). When only some of the combinations are carried out, the design is known as a fractional factorial design. The section titled 'What is a fractional factorial design?' touches on the latter.
|
What is two-level factorial design?
|
|
A two-level factorial design is a special type of factorial design. For such a design,
|
- the number of levels selected for each of the factors in the experiment is two.
- the number of possible combinations for the experiment is 2 k , where k is the number of factors.
- the combinations are carried out in a random order.
|
|
Since each of the factors is at two-levels, the number of combinations can be kept to a reasonable number as k increases. This can be seen in Table 1.
|
|
|
|
k
|
No. of combinations
|
|
2
3
4
5
|
2 2 = 4
2 3 = 8
2 4 = 16
2 5 = 32
|
|
|
A two-level factorial design is therefore useful when there are many factors to investigate in the experiment such as during process characterization, in which the objective is to determine the critical process factors. An actual example is given in the Appendix. However, if the process is already close to optimum conditions, the use of a factorial design that enables the critical factors to be studied over many levels may be more appropriate such as the use of a three-level factorial design. The latter is covered in the section titled 'Three-level factorial designs'.
|
|
Example
|
|
The simplest example of a two-level factorial design is when there are only two factors is the experiment.
|
- Let us label the factors as A and B; and the factor levels as A1, A2, B1, and B2.
- The number of possible combinations is 22 = 4. Table 2 lists the four combinations which are labeled as 'factor combinations'. The four facto combinations in Table 2 are said to be in 'standard order', that is the levels of A are alternated with each other in column 2 while the levels of B are alternated in pairs in column 3.
Table 2
|
Factor Combination
|
Factor A
|
Factor B
|
|
1
2
3
4
|
A1
A2
A1
A2
|
B1
B1
B2
B2
|
- For each factor combination, an important measure of product quality or process efficiency or both such as yield, tensile strength, percent shrinkage, assembly time, cycle time, cost, etc. is obtained (henceforth referred to as 'response'). More than one product quality or process efficiency measures can be obtained.
- The experiment is repeated more than once in order to increase our confidence in the results of the experiment i.e. each of the factor combinations is performed more than once. Suppose the experiment is repeated twice. Since each of the factor combinations is performed twice, we will then have a total of eight runs for the experiment as shown in Table 3; the number of runs for each of the factor combinations being two.
Table 3
|
Factor Combination
|
Run
|
Factor A
|
Factor B
|
Response
|
|
1
1
2
2
3
3
4
4
|
1
2
3
4
5
6
7
8
|
A1
A1
A2
A2
A1
A
A2
A2
|
B1
B1
B1
B1
B2
B2
B2
B2
|
R1
R2
R3
R4
R5
R6
R7
R8
|
- To avoid any unknown systematic factors from affecting the results of the experiment, the order of performing the runs should be randomized. This is illustrated in the Appendix.
- The results of the runs are recorded as R1, R2, ...., R7 and R8 as can be seen in Table 3. The average of the results for the two runs at each of four factor combinations is then calculated and analyzed using either graphical or more formal statistical methods. The variability of the results for the runs at the four factor combinations can also be analyzed if one wishes to do so. The absolute value of the difference between : R1 and R2; R3 and R4; R5 and R6; and R7 and R8 can be used as a measure of the variability of the results (i.e. range value).
|
|
As a practical example, let us suppose for Table 2,
|
• A and B represent pressure (in mm per second) and temperature (in degrees Celsius) respectively
• A1 = 140, A2 = 160, B1 = 30, B2 = 35
• response represents yield (in percent)
|
Suppose the yields are as shown in Table 4.
|
|
Table 4
|
|
Run
|
Pressure
|
Temperature
|
Yield
|
Average Yield
|
|
1
2
3
4
5
6
7
8
|
140
140
160
160
140
140
160
160
|
30
30
30
30
35
35
35
35
|
78
82
92
88
68
72
83
87
|
80
90
70
85
|
|
We will plot the average yields n Table 4 as shown in Figure 1.
|
|
|
Figure 1: Slight interaction between temperature and pressure
|
- increasing pressure corresponds to an increase in average yield for both temperature levels. Therefore, the higher pressure level should be used to increase the average yield regardless of the temperature level. However, the increase in average yield is greater for the case of the higher temperature level (15%) as compared to the case of the lower temperature level (10%). This suggests that there is slight interaction between temperature and pressure, but it doesn't affect the earlier advice to use the higher pressure level.
- best condition is when pressure is at the higher level and temperature is at the lower level for which the average yield is 90 percent. If such a yield is deemed adequate, the combination of higher pressure and lower temperature levels of 160 mm per second and 30 degrees Celsius respectively should be carried out several times in order to verify its yield before using this particular combination on the manufacturing floor. It is likely that average yields of more than 90 percent can be achieved with pressure levels that are higher than 160 mm per second and temperature levels that are lower than 30 degrees Celsius. Further experimentation is need to verify this.
|
|
Another scenario
|
|
Suppose the yields had turned out as in Table 5.
|
|
Table 5
|
|
Run
|
Pressure
|
Temperature
|
Yield
|
Average Yield
|
|
1
2
3
4
5
6
7
8
|
140
140
160
160
140
140
160
160
|
30
30
30
30
35
35
35
35
|
78
82
92
88
88
92
73
77
|
80
90
90
75
|
|
|
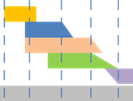
The plot of the average yields in Table 5 is shown in Figure 2.
|
|
|
Figure 2: Marked interaction between temperature and pressure
|
|
From the plot, it appears that
|
- pressure and temperature interact, as revealed by the crossing lines. At the lower temperature level, increasing pressure corresponds to an increase in average yield. The higher pressure level should be used to maximize the yield at this temperature level.
- best condition is when pressure is at the tower level and temperature is at the higher level or when pressure is at the higher level and temperature is at the lower level, for which the average yield is 90 percent. We need to choose one of these two combinations, and to run it several times in order to verify its yield before using the combination on the manufacturing floor. The figure suggests that mid-pressure should also be investigated.
|
Detecting Curvature
|
|
When using two levels, it is assumed that the effect of the factors is approximately linear over the range they are tested at. That is, we assume there isn't any intermediate alue between the two levels that corresponds to the best condition. It this is a possibility, three levels should be investigated as illustrated below.
|
|
Example
|
Suppose three levels are to be used for pressure; 140, 150 and 160, since we suspect that the pressure value of 150 corresponds to the best condition. The number of levels for temperature is still two; 30 and 35. The number of possible combinations is now 3 x 2 = 6. Suppose the experiment is carried out twice, and that the order of the 6 x 2 = 12 runs are randomized. Suppose that the average of the yields from the two runs at each of the 6 factor combinations is as shown in Table 6.
|
|
|
|
Factor Combination
|
Pressure
|
Temperature
|
Average yield
|
|
1
2
3
4
5
6
|
140
150
160
140
150
160
|
30
30
30
35
35
35
|
80
95
90
70
90
85
|
|
|
The plot of the average yields in Table 6 is as shown in Figure 3.
|
|
|
|
Figure 3: Curved relationship between pressure and yield
|
|
From the plot, it appears that
|
- for both temperature levels, here is a curved relationship between pressure and average yield, and that the best average yield corresponds to the intermediate pressure level.
- the lower temperature level seems to give better average yield than the higher temperature level. However, the difference in average yield between the two temperature levels at the intermediate and higher pressure levels are slightly smaller than that at the lower pressure level (i.e. 5% compared to 10%). This suggests that there is slight interaction between temperature and pressure but it doesn't affect our earlier advice to use the intermediate pressure level.
- the best condition is when pressure is at the intermediate level and temperature is at the lower level for which the average yield is 95 percent. Before using this combination of pressure and temperature on the manufacturing floor, it should be carried out several times in order to verify its yield.
|
What is a three-level factorial design?
|
For a three-level factorial design,
|
- the number of levels selected for each of the factors in the experiment is three.
- the number of possible combinations for the experiment is 3k, where k is the number of factors.
- the combinations are carried out in a random order.
|
|
Example
|
|
Suppose both pressure and temperature are to be tested at three levels; the levels being 140, 150, and 160 for pressure and 30, 35, and 40 for temperature. The number of possible combinations is now 3 2 = 9. Suppose the experiment is carried out twice, and that the order of the 9 x 2 = 18 runs are randomized. Suppose the average of the yields from the two runs at each of the nine factor combinations is as shown Table 7. As mentioned before, the advantage of using three levels is our ability to detect a curved relationship.
|
|
|
|
Factor Combination
|
Pressure
|
Temperature
|
Average Yield
|
|
1
2
3
4
5
6
7
8
9
|
140
150
160
140
150
160
140
150
160
|
30
30
30
35
35
35
40
40
40
|
80
95
90
85
70
95
70
90
85
|
|
|
The average yields in Table are plotted as shown in Figure 4.
|
|
|
|
Figure 4: Temperature-pressure plot
|
|
From the above plot,
|
- the curves cross indicating a crucial interaction between temperature and pressure. This is why best average yield corresponds to the intermediate pressure level for both the low and high temperature levels but not for the low temperature level. For the latter, the intermediate pressure level produces the worst average yield.
- the best condition is when pressure is at the intermediate level and temperature is at the intermediate level. We need to choose which of these two to use, e.g. the cheaper combination, and to run it several times in order to verify its yield.
|
What is a fractional factorial design?
|
|
When the number of factors in the experiment (k) is large,
|
- the number of possible combinations increases rapidly. This is true even when the number of levels for each of the factors is two, as shown in Table 8.
|
|
|
|
k
|
No. of combinations
|
|
5
6
7
8
|
2 5 = 32
2 6 = 64
2 7 = 128
2 8 = 256
|
|
|
Fortunately, designs known as two-level fractional factorial designs can be used to obtain the information that we need without having to carry out all of the combinations. For instance, for an experiment involving 5 factors, each at two levels, only 16 out of the 32 possible combinations is needed in order to determine which are the critical factors as well as which pairs of factors interact. Montgomery (2000) including other DOE textbooks contains details of such designs including the method for selecting the combinations.
|
An actual example of a two-level fractional factorial design is given in the Appendix.
|
|
Table of Random Numbers
|
|
10480 15011 01536 02011 81647 91646 69179 14194 62590
22368 46573 25595 85393 30995 89198 27982 53402 93965
24130 48360 22527 97265 76393 64809 15179 24830 49340
42167 93093 06243 61680 07856 16376 39440 53537 71341
37570 30975 81837 16656 06121 91782 60468 81805 49684
77921 06907 11008 42751 27756 53498 18602 70859 90655
99562 72905 56420 69994 98872 31016 71194 18138 44013
96301 91977 05463 07972 18376 20922 94595 56869 69014
89579 14342 63661 10281 17453 18103 57740 84378 25331
85475 36857 53342 53988 53060 59533 38867 62300 08158
28918 69678 88231 33276 70997 79936 56865 05859 90106
63553 40961 48235 03427 49626 69445 18663 72695 52180
09429 93969 52636 92737 88974 33488 36320 17617 30015
10365 61129 87529 85689 48237 52267 67689 93394 01511
07119 97336 71048 08178 77233 13916 47564 81056 97735
51085 12765 51821 51259 77452 16308 60756 92144 49442
02368 21382 52404 60268 89368 19885 55322 44819 01188
01011 54092 33362 94904 31273 04146 18594 29852 71585
52162 53916 46369 58586 23216 14513 83149 98736 23495
07056 97628 33787 09998 42698 06691 76988 13602 51851
48663 91245 85828 14346 09172 30168 90229 04734 59193
54164 58492 22421 74103 47070 25306 76468 26384 58151
32639 32363 05597 24200 13363 38005 94342 28728 35806
29334 27001 87637 87308 58731 00256 45834 16398 46567
02468 33062 28834 07351 19731 92420 60952 61280 50001
81525 72295 04839 96423 24878 82651 66566 41778 76797
29676 20591 68086 26432 46901 20849 89768 81536 86645
00742 57392 39064 66432 84673 40027 32832 61362 98947
05286 04213 25669 26422 44407 44048 37937 63904 45766
91921 26418 64117 94305 26766 25940 39972 22209 71500
00582 04711 87917 77341 42206 35126 74087 99547 81817
00725 69884 62797 56170 86324 88072 76222 36086 84637
69011 65795 95876 55293 18988 27354 26575 08625 40801
25976 57948 29888 88604 67917 48708 18912 82271 65424
09763 83473 73577 12906 30883 18317 28290 35797 05998
91567 42595 27958 30134 04024 86385 29030 99730 55536
17955 56349 90999 49127 20044 59931 06116 20542 18059
46503 18584 16845 49618 02304 51038 20655 58727 28168
92157 89634 94624 78171 84610 82834 09922 25417 44137
14577 62765 35605 81263 39887 47358 56873 56307 61607
98427 07523 33362 64270 01638 92477 66969 96420 04680
34914 63976 86720 62765 34478 17032 87589 30338 32427
70060 28277 39475 46473 23219 53416 94910 25332 69975
53976 54914 06990 67245 68350 82948 11398 42878 80287
76072 29515 40980 07391 58745 25774 22987 30059 39911
00725 52210 83974 20992 65831 38857 50400 83786 66667
64364 07412 33339 31926 14003 24413 59744 92351 97473
08962 00358 31662 25388 61642 34072 81249 35648 56891
95012 68379 93526 70765 10592 04542 76483 54328 02349
15684 10493 20492 38391 91132 21999 69516 81652 27195
|
References
|
[1] Montgomery , D.C. (1997) Design and Analysis of Experiments, Fourth edition, John Wiley & Sons Inc., Singapore .
|
[2] Oh, S. H. (1995) Quality Control and Machine Vision System, Final Year Project Report, School of Industrial Technology, Universiti Sains Malaysia .
|
|
|
|
|