|
|
DOE Guidesheet 1
|
DOE Guidesheet 1:
DOE – Improving Product and Process - Basic
|
|
|
What is DOE?
|
Design of Experiments (DOE) refers to the process of planning an experiment based on sound statistical practices.
|
|
By using DOE,
|
- appropriate data can be collected and analyzed using statistical methods so as to obtain objective conclusions from the data.
- the analysis can often be done manually using graphs and simple calculations. Statistical softwares that are available commercially can also be used to analyzed the data.
- the number of runs for the experiments can be minimized thereby minimizing the cost of the experiments.
|
|
DOE consists of wide range of techniques such as factorial designs, fractional factorial designs, response surface methodology, evolutionary operation (EVOP), etc. Factorial designs are straightforward and are easy to use, and are a good starting point for learning DOE. Other more advanced designs such as fractional factorial designs and response surface methodology can be easily understood once you have acquired a good understanding of factorial designs. In fact, many people think of DOE as factorial designs.
|
What is DOE used for?
|
|
DOE, which has been used as early as the 1920s, has been successfully applied in manufacturing and design activities in Japan , America and Europe in order to improve the quality manufactured products.
|
- DOE can be used to obtain a better understanding of how the various variables in the manufacturing processes such as temperature, pressure, chemical concentration, material type, etc. influence the performance of the processes i.e. process characterization . In this way, the variables that are critical can be identified.
- Following the process characterization step, DOE is used to obtain the best settings for the critical variables i.e. process optimization . In this way, the performance of the processes can be optimized.
- DOE is also useful for troubleshooting manufacturing problems such as determining the causes of high reject rates.
- Genichi Taguchi, a Japanese engineer, promoted the use of DOE at the product and process design stages. In so doing, Taguchi made DOE a part of the engineering design toolkit. Taguchi's approach to the use of DOE has been referred to as Taguchi Methods or Robust Designs . The use of the latter has become very popular among the engineers in Japan and also in America for designing and producing products that perform well over reasonably wide ranges of application, environment, configuration, and utilization methods. Further information on Taguchi Methods can be obtained from Roy (1990), Ross (1988), Montgomery (1997), etc. as well as from our guidesheet titled Design of Experiment; Improving Your Products and Processes (Level: Advanced).
|
|
Why not just use the traditional one-variable-at-a-time approach?
|
|
In one-variable-at-a-time (OVAT) experiments, the variables are held fixed at a certain level except for one. This variable is varied until its best setting is found. It is then held fixed at this setting. The level of another variable is then varied until its best setting is found. This variable is then held fixed at this setting. The entire process is repeated with another variable. It seems that using OVAT is rather straightforward. So, why not just use OVAT?
|
|
Because
|
- You will miss the best settings if the variables interact i.e. if the effect of a variable depends on the setting of another variable(s). Variables that interact exist all around us. For example, fertiliser and water interact. During dry season, adding fertiliser but no water to plants will kill them. However, adding fertiliser and water will make the plants really bloom. Thus, the effect of fertiliser and water will make the plants really bloom. Thus, the effect of fertiliser depend on the level of water. At low water level, fertiliser is harmful but at the high level, it is beneficial !
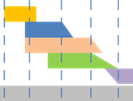
- It is impossible to discover variables that interact using OVAT. Only by using DOE can you discover such variables. For instances, in a particular manufacturing process, it may be that a relatively low temperature, increasing pressure increases yield. However, at a high temperature, increasing pressure suppresses the yield. Temperature and pressure interact! To discover this, the DOE technique known as factorial designs can be used. The latter would involve performing an experiment consisting of the four runs in Table 1 in a random order, and recording the yield for each of the runs. The experiment would be performed more than once, say twice, in order to increase our confidence in the results of the experiment. The average yield of each of the runs would then be plotted onto graph as shown in Figure 1.
|
|
Table 1
|
|
Runs
|
Temperature
|
Pressure
|
Yield
|
|
1
|
Low level
|
Low level
|
Y1
|
|
2
|
High level
|
Low level
|
Y2
|
|
3
|
Low level
|
High level
|
Y3
|
|
4
|
High level
|
High level
|
Y4
|
|
|
|
|
Figure 1: Interaction plot of temperature and pressure
|
|
The two lines in the plot are not parallel. This indicates that temperature and pressure interact. The best settings are high pressure and low temperature .
|
- in many actual instances, factors that interact have been found to be the cause of quality problems. Following is a real example. In an actual semiconductor manufacturing plant, a particular furnace could not be used to oxidize silicon wafers due to excessive variability in oxide thickness from site to site on each wafer and from wafer to wafer in each furnace run (Czitrom et al, 1998). The engineers decided to use DOE, in particular factorial designs, in order investigate the cause(s) of the excessive variability. It was discovered that hydrogen flow to oxygen ration interact. By setting the hydrogen flow at the high level, and the hydrogen to oxygen ratio at the low level, the variability was reduced by as much as 80% !
|
Myths and Realities of DOE
|
|
There are many misconceptions surrounding DOE such as
|
- it is not applicable to smaller companies
- it is not applicable to complex processes
- it is difficult to use
- it is an exclusive tool for quality specialists
|
|
In reality
|
- DOE is applicable to any company; large or small, that needs to improve the quality of its products or to design reliable products in order to compete effectively in both domestic and international markets.
- DOE can be applied to not only simple processes, but also to complex processes which involve many factors. In an actual case, a manufacturer of wire mesh screens used in the production of microcircuits utilized DOE (in particular, fractional factorial designs) to investigate the effect of 12 factors on the quality of a new mechanized coating process (Finn, 1987).
- Using DOE is like driving a car or using a computer! You can use then and understand the essential principles without knowing the theory behind them. With some training and guidance, you will be able to use DOE easily. With the availability of commercial statistical softwares, the analysis of the data can be carried out quickly.
|
|
References
|
|
[1] Box, G. E. P & Draper, N. R. (1969) Evolutionary Operation A Statistical Method for Process Improvement , John Wiley & Sons Inc., New York.
|
|
[2] Czitrom, V., Mohammadi, P., Flemming, M., and Dyas, B., Robust Design Experiment to Reduce Variance Components, Quality Engineering , Vol. 10, issue 4, pgs 645 - 655, 1998
|
|
[3] Finn, L., Kramer, T., and Reynard, S., Design of Experiments: Shifting Quality Improvements Into High Gear , Joiner Associates Inc., 1987.
|
|
[4] Montgomery, D. C. (1997) Design and Analysis of Experiments , Fourth edition, John Wiley & Sons Inc., Singapore.
|
|
[5] Ross P. J (1988) Taguchi Techniques for Quality Engineering , McGraw-Hill Book Company, Singapore .
|
|
[6] Roy, R. (1990) A Primer on the Taguchi Method , Van Nostrand Reinhold , New York .
|
|
|
|
|
|